「フィラメントワインディング法」は、複合材料を用いてパイプ、タンク、チューブなどの円筒形構造物を製造する際に用いられる一般的な製造技術です。ここで「グラスファイバーロービング」とは、フィラメントワインディング法で使用される、連続したグラスファイバー繊維の撚りのないストランドの束を指します。
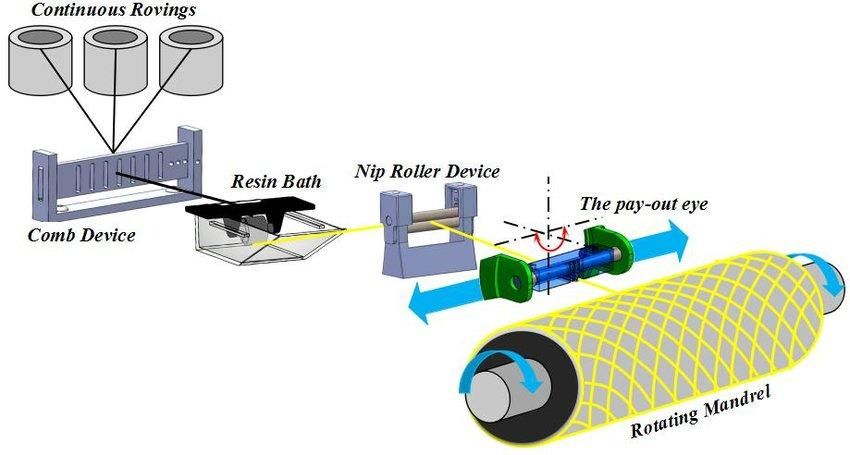
準備:グラスファイバーロービングは、スプールから巻き出されて準備されます。その後、ロービングは樹脂槽に送られ、選択された樹脂(エポキシ、ポリエステル、ビニルエステルなど)に含浸されます。
巻き取り:含浸処理されたロービングは、所定のパターンで回転するマンドレルに巻き取られます。巻き取りパターン(例:ヘリカル巻き、フープ巻き)と巻き角度は、最終製品に求められる特性に基づいて選択されます。
硬化:巻き付けが完了したら、樹脂を硬化させて構造を固める必要があります。これは、使用する樹脂の種類に応じて、室温またはオーブンで行うことができます。
リリース: 硬化後、巻き付けられた構造がマンドレルから取り外され、中空の円筒形の複合構造が形成されます。
仕上げ: 最終製品は、その用途に応じて、トリミング、穴あけ、コーティングなどの追加の処理を受ける場合があります。

グラスファイバーロービングを使用したフィラメントワインディングプロセスには、次のようないくつかの利点があります。
高強度: 繊維の連続性と、繊維を任意の方向に配向する能力により、最終製品はそれらの方向で高い強度を持ちます。
カスタマイズ性: 巻きパターンと繊維の向きは、特定の強度と剛性の要件に合わせてカスタマイズできます。
経済的: 大規模生産の場合、フィラメントワインディングは他の複合製造技術に比べてコスト効率が高くなります。
汎用性: さまざまなサイズや形状の幅広い製品を生産できます。
グラスファイバーロービングはフィラメントワインディングプロセスに不可欠であり、結果として得られる複合製品に強度、柔軟性、およびコスト効率をもたらします。
FRPパイプのグラスファイバーロービング申請者

補強材:ガラス繊維はFRPパイプで最も一般的に使用される補強材です。ガラス繊維はパイプに必要な強度と剛性を与えます。
耐食性:FRPパイプは、他の多くの材料と比較して、主にガラス繊維強化構造により優れた耐食性を備えています。そのため、FRPパイプは、腐食が大きな懸念事項となる化学、石油、天然ガス産業に特に適しています。
軽量特徴: ガラス繊維強化 FRP パイプは従来の鋼管や鉄管よりもはるかに軽量であるため、設置や輸送がはるかに便利です。
耐摩耗性: FRP パイプは耐摩耗性に優れているため、砂、土、その他の研磨剤を含む流体の輸送に非常に役立ちます。
断熱性: FRP パイプは断熱性に優れているため、電力や通信分野に最適です。
経済的側面: FRP パイプの初期コストは従来の素材よりも高くなる可能性がありますが、耐用年数が長く、メンテナンスや修理にかかるコストが低いため、ライフサイクル全体のコストの観点からは、より費用対効果が高くなる可能性があります。
設計の柔軟性: FRP パイプは、直径、長さ、厚さなど、特定の用途の要件に合わせてカスタマイズできます。
要約すると、FRP パイプにガラス繊維を適用することで、多くの業界に経済的で耐久性があり、効率的なソリューションが提供されます。

FRPパイプにグラスファイバーロービングを使用する理由
強度と剛性: グラスファイバーロービングは、FRP パイプに高い引張強度と剛性を提供し、さまざまな作業条件下でパイプの形状と構造的完全性を維持します。
方向性補強:グラスファイバーロービングを方向性を持たせて配置することで、特定の方向に補強効果を高めることができます。これにより、FRPパイプを特定の用途に合わせてカスタマイズできます。
優れた濡れ性: グラスファイバーロービングは樹脂との濡れ性が優れているため、製造工程中に樹脂が繊維に完全に浸透し、最適な強化が実現します。
コスト効率: 他の強化材料と比較して、グラスファイバーロービングはコスト効率に優れ、大幅なコストを追加することなく必要なパフォーマンスを提供します。
耐腐食性: グラスファイバーロービング自体は腐食しないため、FRP パイプはさまざまな腐食環境で優れた性能を発揮します。
製造プロセス: グラスファイバーロービングを使用すると、ロービングを製造金型に簡単に巻き付けて樹脂と一緒に硬化させることができるため、FRP パイプの製造プロセスが簡素化され、合理化されます。
軽量特性: グラスファイバーロービングは、軽量特性を維持しながら FRP パイプに必要な補強を提供し、設置と輸送をより便利にします。
要約すると、FRP パイプにグラスファイバー ロービングを適用すると、強度、剛性、耐腐食性、コスト効率など、さまざまな利点が得られます。

連続フィラメントワインディング工程では、スチールバンドが往復運動しながら巻き取られます。グラスファイバーの巻き取り、コンパウンド、砂の混入、硬化などの工程は、マンドレルコアを前進させることで完了し、最後に製品は所定の長さに切断されます。



